リファサーモの原理
リファサーモはアルミナなどのセラミック粉末を所定の形状に成形したものです。加熱処理することで一般のセラミックスと同様、昇温にともなって収縮緻密化が進行し、ついには緻密体となります。
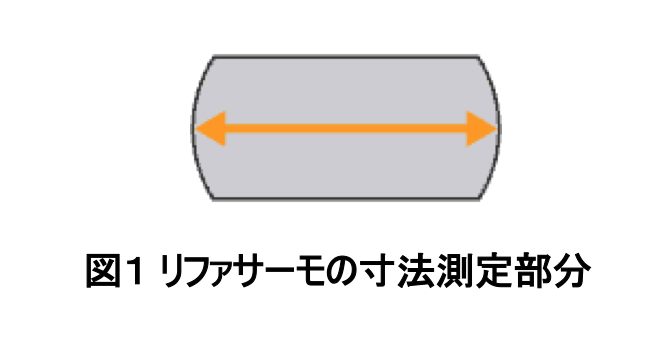
リファサーモを炉内の管理したい位置にセットし、加熱処理後室温まで冷却してから、図1の寸法をマイクロメータで測定します。(*測定に際しては、室温で1時間程以上放置した後に測定して下さい。)
使用方法
管理ポイントに「リファサーモ」を置いて焼成後の寸法を測定する。
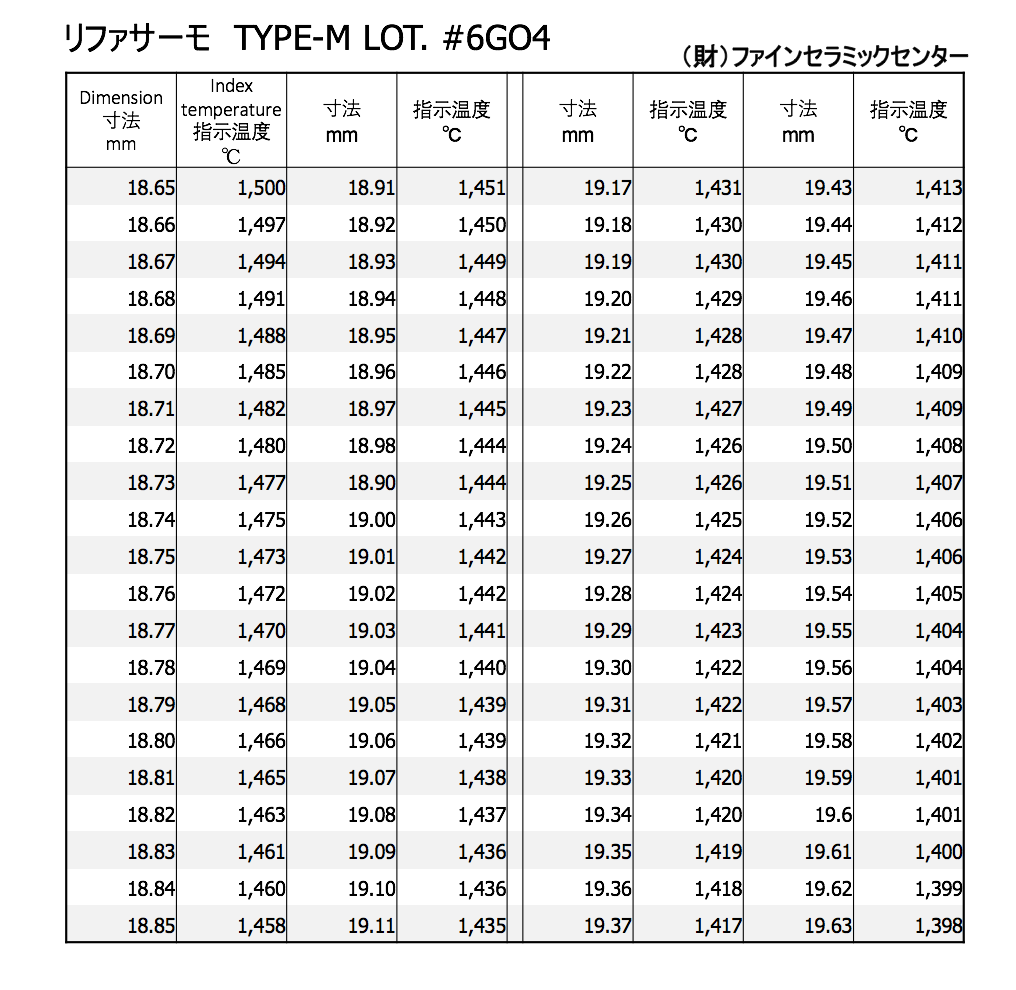
添付されている(寸法-指示温度)対照表より指示温度を決定し、その指示温度を管理の指標にします。
指示温度は、実際の物理温度ではなく、被焼成物に加えられた総合的な熱履歴を表す指標です。
対照表の指示温度は、(昇温速度200℃/時間、設定温度保持時間2時間、降温速度300℃/時間)の条件で焼成した時の設定温度に相当するものです。
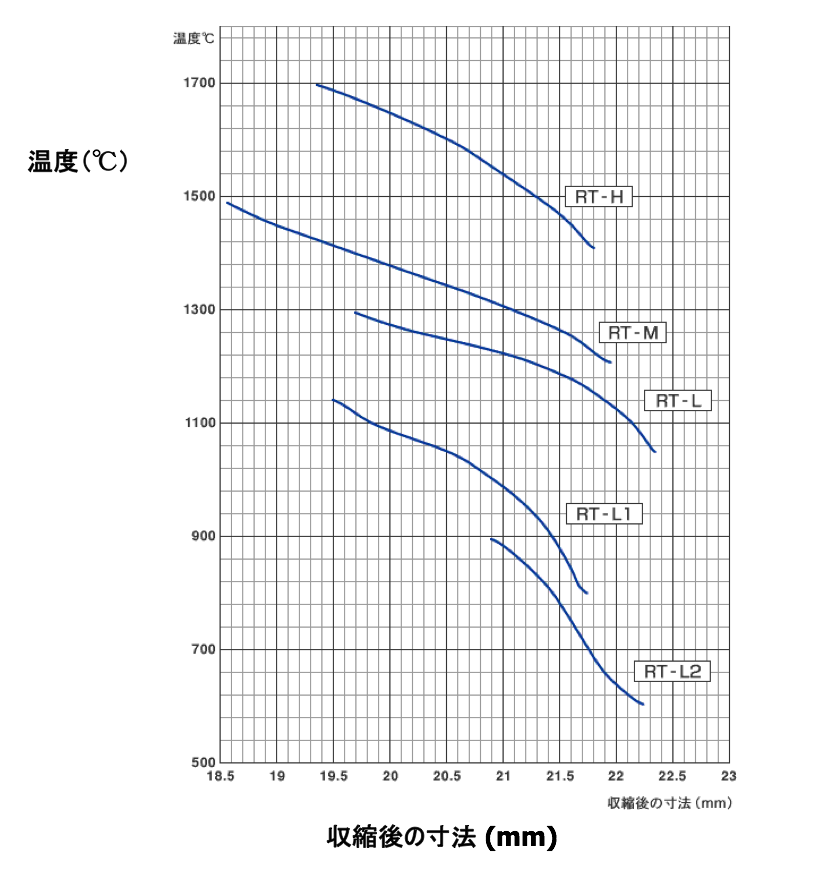
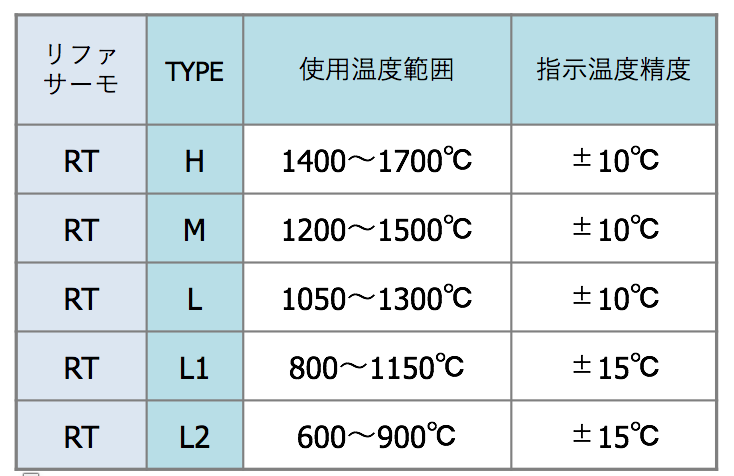
リファサーモの種類と使用温度範囲及びその選定方法
適性タイプの選定の方法
*使用温度だけでは選定を誤ることがあります。
大気中2時間保持であれば、使用温度範囲の目安に準じて選定することができます。たとえば、1350℃ならばMタイプ、1150℃ならばLタイプになります。1250℃の場合は、ユーザーの実際の焼成条件でMタイプとLタイプをそれぞれ焼成し、その寸法が換算表の中央に近い方のタイプを選定します。
次に、大気中で、保持時間が、2時間よりも長い場合は、高温タイプ側へ、2時間よりも短い場合は、低温タイプ側へ適性タイプがシフトします。たとえば、1250℃で30分保持ならば、MタイプよりもLタイプの方がより適正なタイプと考えられます。 雰囲気が大気でない場合、温度と保持時間から推定し、実際にその条件でテストする必要があります。
収縮後の寸法-温度の関係